|
| |
 |
联系人:吴仁海 13606188215
联系人:吴正杰 13921136817
邮 编:214131
电 话:0510-85630092
传 真:0510-85630092
Email:sales@wxtjzg.com
网 址:www.wxtjzg.com
地 址:无锡市滨湖区华庄红嘉路60号 |
|
|
|
|
 |
| |
|
全部-共3条产品
第1/1页
首页 上一页
下一页 尾页
|
|
|
|
用途分类 |
有色金属带
冷轧辊
|
不锈钢、中、高碳钢
冷轧带轧辊
|
普碳钢、有色金属板材
冷轧辊
|
支撑辊 |
|
常用硬度范围
(HS)
|
90―107 |
强冷却 DHS90―97
普通冷却DHS85―90
|
高硬HS90―97
中硬HS87―92
普硬HS80―87
|
HS55―85 |
|
硬化层深度
6 (mm)
|
≥HS85层深
Q≥8mm
|
强冷HS≥85层深
O≥8mm
普通HS≥80层深
O≥12 mm
|
高硬HS≥85 Q≥8mm
中硬HS≥82 Q≥1 2mm
普硬HS≥75 Q≥16mm
|
Q≥20―50mm |
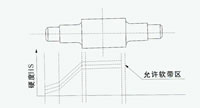
说明:在轧辊行业中,硬化层深度=淬硬层深度;冷轧辊硬化层深度是指不低于硬度要求下限5个肖氏单位的硬化层.与某些专业书上所指的半马氏体或以HRc50为分界线的提法不同。 |
轧辊各部位硬度示意图
|
|
冷轧辊使用注意事项
冷轧机的工作辊、支承辊都是用高级优质合金钢经特种冷热加工精制而成的。工作辊辊面硬度极高,硬化层深而均匀,心部硬度较低。辊颈的性能是承受高负荷和传递扭矩的最佳组合,而方身梅花头为调质组织,综合机械性能最好。辊肩按标准允许有软带。支承辊工况与工作辊不同,所以各部位的组织(性能)也不同于工作辊。工作辊与支承辊的硬度匹配是很重要的参量,应视轧机型号,辊身直径及预轧材及预轧制工艺而有所不同。例如中240/中90四辊冷轧机组,用于冷带精轧时,工作辊硬度为HS88―93,支承辊HS73―78为宜,而用于不锈钢精轧时工作辊与支承辊的硬度比以HS
90―96/HS75―80为宜。同时应保证轧制时润滑冷却到位。修磨时应彻底清除(磨掉)工作辊和支承辊辊身表面的疲劳层。除此以外,使用冷轧辊还应注意以下几点。
一、在运输,保管及使用过程中严禁工作辊辊身碰撞;并应防止辊身局部快速升温和激冷;
二、高硬度辊正式轧制前应预热(40―80℃为宜)
三、为保证薄带的带型及质量和轧辊的安全,用户可依据工作辊的直径,硬度情况,轧材特性和轧制道次,应至少有一支工作辊之辊身磨有一定的凸度。
四、修磨时严防磨削烧伤(烧伤层彻底清除后方可使用) 。 用户可选择适当材质的砂轮,并注意其粒度与硬度的匹配。每次进刀量不大于0.025mm,成品应达到
“无花磨削”。 而辊身的粗糙度要视轧制材质和道次而定。 过高的光洁度会引发严重的“卡钢”从而导致片状剥落。此时应进行糙化处理。
五、冷轧辊应每工作一段时间应及时修磨(含支承辊),彻底清除其工作表面的疲劳层.此层深一般为0.08―0.15mm,以消除疲劳剥落的裂源.
六、使用时要确保辊身,辊颈的冷却(尤其下辊),润滑均匀而到位。既可保证轧制平稳进行,又可减少剥落与断颈。
七、轴瓦R与辊颈R要吻合,防1L』泌因热疲劳而产生裂纹。此裂纹扩展会导致断颈。
八、轧辊都有较好的耐事故性能,但也应正确使用。如不可空轧;停机要停冷却液;不要经常单边调整压下量,
以防发生<45度角的扭断现象(切尔诺夫断裂)等。
九、磨削烧伤(严重者磨时即起皮),卡钢(含粘钢),过度疲劳都易引发晶界裂纹,这些裂纹是导致辊身贝纹状剥落的起源,而使轧辊过早的报废。
十、新(高硬)旧(低硬)工作辊的使用原则是:新辊适宜用于轧宽带、薄带和精轧;
旧辊适宜用于轧窄带、厚带和初轧。切不可高硬度用于开坯,低硬度辊用于精轧,或先轧窄带后扎宽带。
十一、有过寒冷工作经历的工作辊(尤其新辊),使用前应进行一次¨0―180℃的回火处理,防止发生每年转暖后的辊损高峰。
十二、轧制要清洁。防止叠轧或带入异物。
|
|